Would you like to venture on a DIY laser engraver project? If yes, then we’ve got you covered. This article provides a detailed guide on how to build your own laser cutter at home.
Step 1. Design of a Motion Control System
In this stage, you will require the following;
- RDC6442S-B laser motherboard.
- Two-phase 57 stepper motor.
- Leakage protection switch.
- Grounding resistance.
- TB6600 driver.
- A touchscreen.
- Power switch.
- Stop switch.
- 30A filter.
- 24V DC.
The motion control system is the initial stage. We recommend you use the RDC6442S-B (EC) laser motherboard since it allows you to manage four axes, making it convenient for you to employ (X, Y, Z, and U). In addition, we advise you to include a touchscreen interactive display on the motherboard as, during our project, it served best.
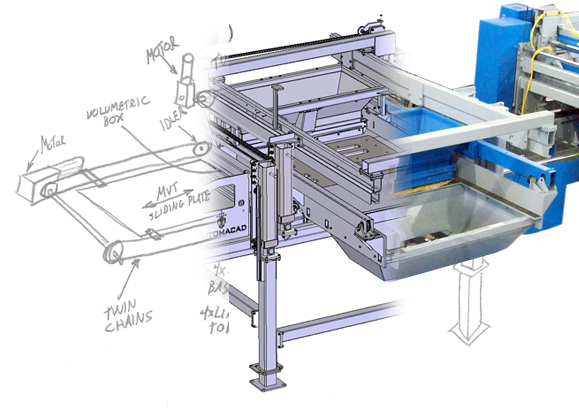
Image credit: dominionautomation.com
Use the operation screen to manage the machine’s running status, save processing files, and perform machine debugging; however, connect the computer to configure the XYZ axis’s motor control settings. We used 24V DC to power the control system, which necessitated a 24V switching power supply.
We used two 24V switching power sources, one 24V2A to serve the motherboard directly and a 24V15A to power three motors to guarantee the system’s reliability. To ensure the system ran steadily, we added a 30A filter to the 220V input terminal. Next, attach the motor for an idling test after specified specifications. Check the stepper motor subdivision settings, stepper motor connection line, motor direction, and screen operation direction, and import cutting files.
Use a two-phase 57 stepper motor with a length of 57mm. We chose the TB6600 driver as a standard stepper motor during our project. We thus recommend you enter the subdivision into the motor driver and set it to 64. A three-phase stepper motor with more torque and excellent high-speed performance is an option if you want your laser cutters to have greater high-speed performance.
High voltage and low voltage must be segregated in the overall circuit configuration for the safety protection system. It’s important to watch out for crossovers while wiring. Since the metal frame and shell will induce electricity when the high voltage passes through, use a grounding resistance of no more than 4 ohms to minimize electric shock incidents. In addition, add a leakage protection switch to the main power switch.
To increase the safety of the laser cutter machine, equip the operation panel with an emergency stop switch. Include a power switch with a key (X, Y, and Z axis) that limit switches for each motion axis, a constant temperature water protection switch for the laser tube, and an emergency stop switch to serve as opening protection.
Step 2. Engineering Design
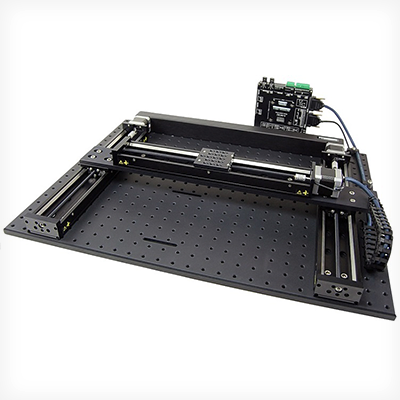
Image credit: QD-europe.com
In this stage, you will require the following;
- Aluminum profile frame.
- Synchronous pulley.
- Timing belts.
- Wood boards.
- Square steel.
- Laser head.
The mechanical structure’s design is done in the second step. The whole laser-cutting machine is focused on this phase. Read more on how laser cutters work. We advise using wood boards that are 1220 mm by 2400 mm in size. During our DIY projects, we set the width at around 700mm, the width at 60mm length for fastening or positioning, and the operating width to be larger than 600mm to reduce the number of cutting boards. The width of the wood board should be 1200mm as the length processing range.
Set the overall dimension not to exceed the maximum range of 2 meters for express delivery. The guide is set according to the general assessment of the range of the processing itinerary.
Equipment Accessories
The next stage is to procure hardware attachments such as a laser head, one anti, two anti, and a synchronous pulley. Since the installation precision of the XY axis influences the future processing accuracy, select the European standard 4040 thick aluminum profile for the main frame because it requires solid materials.

Note that the aluminum profile might bend if the strength is insufficient. At the same time, place the laser head in the center point. We recommend building the X-axis beam portion of the laser head with a 6040 thick aluminum profile and a width broader than the 4040 Y-axis.
Design for XY Axis Structure
Measure and sketch the hardware accessories and other elements first, then use Auto-CAD software to complete the building elements of the XY axis. Finally, the stepping motor decelerates the X-axis transmission through the sequential pulley and output to the parallel conveyor, which is attached to the laser head at its open end.
The synchronous belt should be driven by the X-axis stepping motor that rotates to move the laser head horizontally; the transmission of the Y-axis is comparatively less difficult.
Two linear units must be linked in parallel with an image plane to have the left and right linear sliders move simultaneously using one motor. A stepping motor then controls the optical axis to move the Y axis, which moves the two linear sliders. The X-axis is always capable of becoming horizontal.
Processing & Assembly of Parts
- Two couplings, as well as optical axis brackets, hold the optical axis in place.
- Process the X-axis backing plate to link the X-axis aluminum profile with the two linear modules of the Y-axis.
- The verticality and parallelism of the XY-axis aluminum profile frame must be secured throughout the installation procedure.
- It is important to ensure that the linear guide rail is parallel to the aluminum profile while installing it. To create a solid foundation for the following installation, the guide rail of each section has to be measured by a dial indicator to ensure the parallelism is within 0.05mm.
- Make sure the X-axis is horizontal before marking the meter with a dial indicator and installing the Y-axis synchronous belt. The aluminum profile should have a curve of roughly 0.05mm; thus, keep the horizontal precision to a maximum of 0.1mm. Your clips should secure the positions of the two sliders and the X-axis.
- Timing belts are passed on both sides before being fixed on the left. Measure the horizontal error on the other side, make the necessary adjustments to get the horizontal error within 0.1mm, and secure it with a clip. Fix the proper synchronous belt after that. Move the X axis, free the right connection and move the dial indication back to the left side to zero. Adjust the horizontal error using the slider to 0.1mm, then secure the torque connection with a clip.
- Turn the Y-axis synchronization wheel, check that the X-axis is horizontal when the Y-axis moves, and release the clamps on both sides. Change the X-axis until the Y-axis is moved, and X-axis should be within the horizontal error range of 0.1mm, as long as the tension of the synchronous belt is changed.
- Check to see if the timing belts are consistently tight on both sides. It’s also a good idea to gently press down to a depth of 1-2 cm to ensure that the depths on both sides are uniform.
- Put the stepper motor in place. It’s important to adjust the motor’s tightness before installing it. The movement will backfire if the synchronous belt is too slack, and the belt will shatter if it is too tight.
Check the stability of the mechanical mechanism.
Connect the control system to the computer system to debug the motor settings, the drawn graph to the design size to assess the physical model’s stability, the stepper motor’s pulse amplitude to the real range variation, and the mechanism to look for a backlash gap. Accuracy is determined by repeated drawing.

After three repetitions of the drawing, you can see that every stroke is in its proper spot without any ghosting, proving that the relocation was successful. Stroking may be converted into a large-scale plotter by adding the pen-lifting feature.
The Z axis is created next after the XY axis has been finished. You must perform 3D modeling and frame design before creating the Z axis. The XY axis module is then mounted directly on it, and the combination may realize the function of the XYZ axis. The Z axis achieves the ascending and descending functions.
Portable Platform Structure
The movable platform at the machine’s base may be built after the frame and structure are in place. The platform is where the complete laser cutting machine is set up—building the laser cutting table. The procedure will impact the machine’s precision; thus, it can only be constructed on the lowest movable platform.
- Now begin constructing the mobile platform at the bottom; first, purchase square steel with a thickness of 5050 for the frame.
- After being individually welded, the square steel is highly robust and can support the weight of a whole person without any issues.
- Leave a 600mm space on the left side and weld 4 rollers to the frame. The major goal is to set aside space for an air pump and a water heater with a steady temperature. After the movable platform’s structure has been welded, the next step is adding a layer of wood to the top and bottom.
- Build the machine’s structure and purchase aluminum profiles online. The primary benefits of employing this national standard aluminum profile are its relatively lightweight, easy handling following installation, good strength, and relatively tiny rounded corners that make it easier to design and install subsequent sheet metal panels.
- Install the completed machine frame on the mobile platform, assemble the XY axis and machine frame, and install the corrected XY axis. Overall, the outcome is still favorable.
- Establish the hole location, scribe the aluminum sheet, and fabricate the Z-axis support sheet. Next, create 4 identical support sheets by drilling and tapping.
- Assemble the T-shaped screw, synchronous pulley, bearing seat, support plate, and flange nut. Also, assemble the Z-axis lifting screw.
- Install the timing belt, stepper motors, and Z-axis lifting screw. The stepping motor tightens the synchronous belt through the tensioning wheels on either side to achieve Z-axis lifting. The four lifting screws should be rotated in unison by the motor as it turns, causing the four supporting points to rise and fall simultaneously and connecting the cutting platform to the supporting points.
- Be careful to correct the flatness while placing the honeycomb panel. Next, adjust the height difference of the entire frame to 0.1mm using a dial indicator to measure the height difference.Read more on what is a laser cutter used for.
Step3. Control System for the Laser Tube
For this step, you will require the following;
- Water cooler.
- Cooling plate.
- Air compressor.
- CO2 laser tube.
- Water storage bucket.
- 100W laser power source.
- Temperature control system.
- At this stage, we select the CO2 laser tube version. There are two categories of laser tubes: glass tubes and radio frequency tubes. The life of the glass tube is around 1500 hours, the spot is rather large, and it is powered by high voltage, while the RF tube uses 30V low voltage with excellent accuracy, a small spot, and long life.
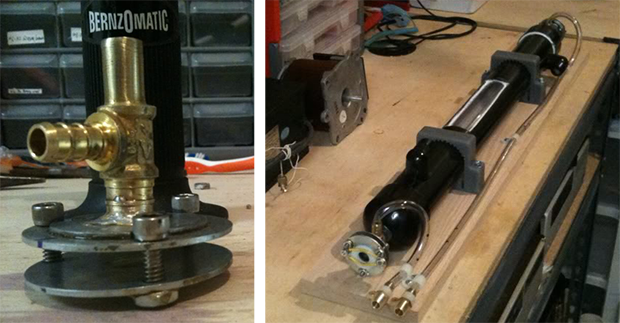
Image credit: hackaday.com
- We recommend the 1600 mm by 60 mm glass tube dimensions as it is a cheap laser engraver. We went with a 100W laser power source to power our laser tube. At this point, a powerful voltage of around 10,000 volts should be emitted by the positive electrode of the laser tube. At the tube’s tail, a 10.6um laser beam is produced due to the high concentration of CO2 gas in the high-voltage discharge excitation tube.
- Select a water cooler. During routine operation, the laser tube will produce a high temperature; thus, water circulation is required to cool it. There are two different methods of water cooling: air cooling and cooling utilizing an air compressor. Air cooling is effective for laser tubes up to roughly 80W, while compressor cooling is required for laser tubes more powerful than 80W.
- Without it, it is impossible to control the heat at all. (The CW5000 model of constant temperature water is the one we opted for). The constant water temperature can still function if the laser tube’s power is increased. The entire apparatus should consist of a cooling plate, an air compressor, a water storage bucket, and a temperature control system.
- Mount the laser tube on the tube base, and modify its height to ensure that it is compatible with the design height. Note that the cooling water flows from the bottom and exits from the top of the positive and negative poles of the laser tube, respectively, before returning through the water circulation protection switch.
- The positive water input of the laser tube should face downward. Turn off the laser tube to prevent overheating when the water cycle ends, disengage the water protection switch, and provide the feedback signal to the control board.
- The ammeter is linked to the negative pole of the laser power source before reconnecting to the negative pole of the laser tube negative pole. The ammeter can show the laser tube’s current in actual time when it is operating.
- Set the power of the laser tube to 40%, activate burst mode, position the test board in front of the laser tube, and press the switch to emit the laser, the board is instantly ignited, and the testing effect is excellent. Connect the laser power supply circuit, water protection switch, constant temperature water, the ammeter, and prepare protective glasses.
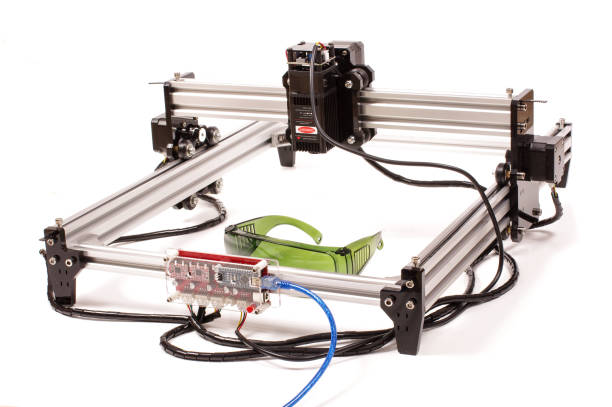
Step 4: Configuring the Laser Tube Light Guide System

Image credit: en.wikipedia.org
In this stage, you will require the following;
- Mirrors.
- Mirror lens.
The laser-tube light guide system setup is the fourth component. A mirror bends the laser light that the laser tube emits to a 90-degree angle toward a second mirror, which bends the second mirror to a third mirror at a 90-degree angle. The laser is directed downward into the focusing lens due to refraction; the focusing lens then concentrates the laser to create a small point.
Turn the laser on after 3D printing a 45-degree bracket for auxiliary adjustment and applying textured paper to the through a hole. When using the spot shooting mode, move the bracket’s height, position, and rotation angle to control the light spot’s location in the middle of the circular hole.
The second surface mirror bracket is correctly placed by measuring the vernier caliper, and the second mirror bracket’s precise installation location and height should be determined by the 3D design of the second surface mirror route. After moving the Y-axis end away from the mirror, bring it closer to it. Discover the two points out of alignment; if the near point is higher and the far point is lower, adjust the mirror to rotate upwards, and vice versa.
The next stage is to keep making your points far and near. When the close and distant points meet as a point, turn the mirror to the left as necessary.
The complete lens adjustment procedure must be repeated when adjusting the laser tube’s height. One pass (containing the first surface mirror bracket, first mirror lens, and second surface mirror adjustments), then repeat the dots until the light spot is in the middle, and the four points are perfectly aligned.
Place a wooden board on a slope, change the X-axis to create points every 2mm, choose the position with the narrowest spot, then measure the distance between the laser head and the wooden board using this distance. The optical path has now been modified, and this focal length position is the best for laser cutting.
Step 5: Setup of the Blow Exhaust System

Image credit: epiloglaser.com
In this stage, you will require the following;
- Air pump.
- Exhaust fan.
The laser engravers will produce dense smoke during laser cutting, and the thick smoke particles will cover the focusing plate and lower the cutting power. The main board connects the output signal to the solenoid valve, which controls the air pump to blast air.
Reduce the stainless steel plate to the desired size, drill pilot holes, and attach the stainless steel plate into place. Only the air intake and outflow remain open on the whole machine. Create a bracket since the exhaust fan is mounted to the wall. The 300W medium-pressure fan should have a rectangular air output specifically made to fit the dimensions of its aluminum alloy window.
Step 6: Configuring Lighting and Focusing Systems
In this stage, you will require the following;
- 12V LED light strip.
- 5V power supply.
During this stage, we add LED illumination to the management system portion, processing area, and storage area all at once using an independent power source 12V LED light strip.

Image credit: laseruser.com
When focusing, a cross-laser head is put behind the laser head. It should include an independent switch and run on a 5V independent power supply. The cross line establishes the location of the laser head.
The depth of the board is determined using the horizontal laser line. You may change the Z axis up and down focus and the horizontal line to the center. The center shows that the board is not level or that the focal length is not set appropriately.
Step 7: Operational Optimization
You will require the following;
- Key switch.
- USB interface.
- Cabinet doors.
- Debugging port.
Position the emergency stop switch at the top near the work surface to simplify the emergency stop. Include a key switch, USB interface, and debugging port on the side.
Image credit: knsmetals.com
The primary power switch, air blowing and exhaust control switch, LED lighting switch, and laser focus switch should be located on the front, allowing all operations to be carried out from a single panel.
Include cabinet doors on both sides of the machine; the left side can store the laser cutter’s tools, while you can use the right for inspection and maintenance.
Add an inspection window on the base of the front that allows you to remove fallen workpieces from the bottom and check if the laser has been cut through in time and if the power needs increasing.
Step 8: Check and Fix
Finally, test the functions of the CNC laser engraver, improve the cutting settings during usage to provide better results, and debug the laser cutting and engraving capabilities. At this point, your project is complete, and the only thing remaining is how to work your laser cutter.