Are you looking for an effective way to cut or shape your workpiece without contact? If so, you should try wire electric discharge Machining (EDM). However, what is wire EDM? This article explains what wire EDM is and how it works.
Let’s get started!
What Is Wire EDM?
Wire EDM (Electric Discharge Machining), also known as EDM cutting, wire-cut EDM, spark machining, wire burning, wire cutting, or wire erosion, is a manufacturing process that creates complex shapes from metal using electrical discharges.
Industries have employed wire EDM machining for almost 50 years. The concept originated in the 1700s when English scientist Joseph Priestly learned how to use electric discharges to erode the metal. However, during World War II, two married Russian scientists named Lazarenko created a regulated way of utilizing electricity to remove metal, which made the procedure practical.
The scientists were able to remove broken taps and drills in the early days of electrical discharge machining by inserting an electrode into the middle of the broken tool. With technological advancements, modern wire EDM machines have become more competent and user-friendly because they incorporate CNC controls, built-in sensing, and intelligence.
In addition to wire EDM, the Ironworker machine and die-sinker Edm, or vertical EDM, uses the same idea by creating a hollow in the workpiece using a copper or graphite electrode in the appropriate form.

Image Credits: thomasnet.com
WEDM uses a thin wire as the tool electrode to cut or shape a workpiece based on a precisely defined route. Electrode sizes typically fall between 0.004 and 0.012 inches (0.10mm – 0.30mm). However, wire electrical discharge machining can achieve greater or lower electrode sizes.
The wire-cut DEM-cutting procedure is distinctive because there is no touch between the cutting wire and the workpiece. Therefore, it is advantageous as it allows you to cut parts without any distortion to the machining process.
The most intriguing aspect of wire EDM is that the cutting speed of the cutting wire is unaffected by the material’s hardness. Blanking punches and extrusion dies are some engineered products using wire-cut EDM.
The Operation of Wire EDM
The machining method begins by programming your CNC machine that immerses the metallic wire and workpiece in deionized water, which functions as a dielectric (electrical insulator) up to the electrical discharge.

Image credits: prototype-shortrun.com
The wire then gets closer to the workpiece, narrowing the gap. As a result, the voltage gets so high that the dielectric fails, allowing the electrical discharge.
A tiny area of the workpiece is heated to thousands of degrees by the electric discharge. As a result, the dielectric transforms into an ionized gas, or plasma, which expands under intense pressure. A tiny crater is left in the workpiece as the plasma bubble bursts, causing the melted material to scatter into the dielectric fluid. As a result, a small amount of the wire erodes concurrently.
There can be up to 250,000 repetitions of this discharge process each second. As a result, the metal next to the wire is cut away, leaving a cut along the wire. The wire is finally cooled and the particles created are removed by a cleansing water flow.
A wire-cutting EDM machine feeds new wire from a spool since this operation also slightly erodes the wire. The damaged wire is then chopped up by the machine and dumped in a recycling container.
How does wire EDM work?
The machining operations begin with threading the wire into the hole using a traditional drill or an EDM drilling machine. Automatic threading is provided by modern wire EDM machines, which is an advantage of using CNC Machine driven tools as they are accurate and reduce waste material.
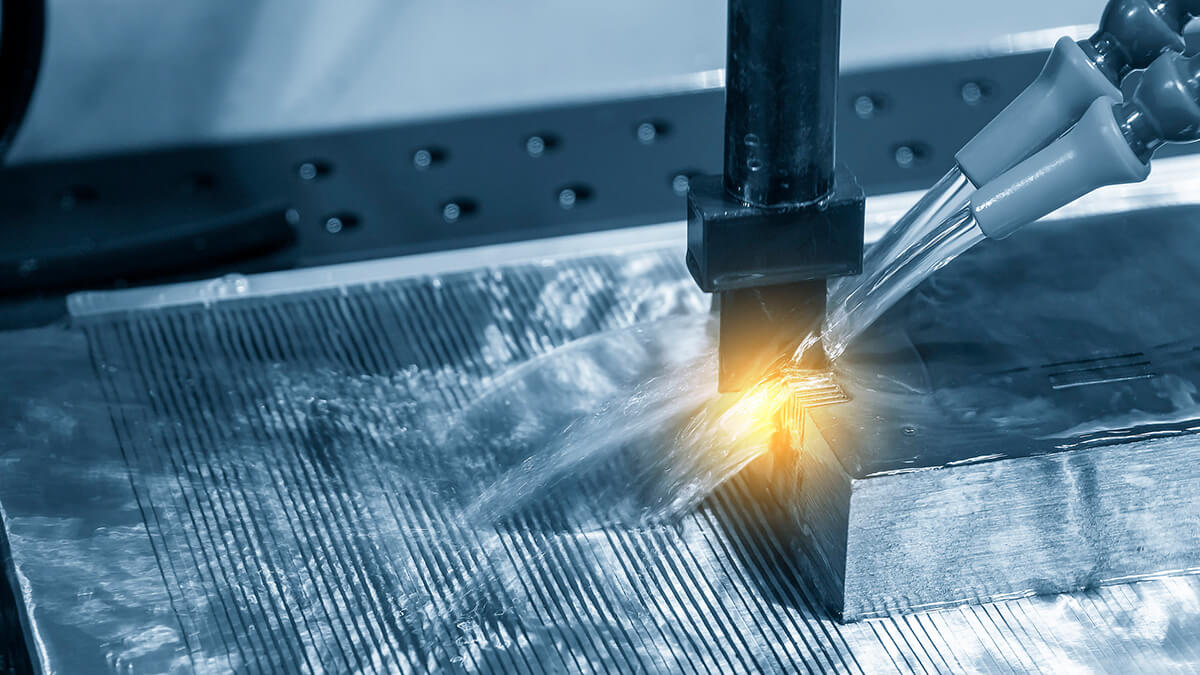
Image Credits: market-prospects.com
The wire is guided through the workpiece using an air or water jet. The device automatically connects the required electrical and mechanical components. For example, the machine detects if a wire breaks while cutting a component, re-threads the wire, and then continues cutting where the wire broke.
Wire Edm Main Components
Wire and dielectric liquid are essential elements of the electrical discharge machining process.
1. The Wire
The wire is available in various materials and sizes, with 0.010″ and 0.012″ being the most popular.
Brass is the material of choice for most applications’ wire. However, we recommend choosing a zinc-coated wire for better performance since it will boost speed and improve surface smoothness. Additionally, the zinc coating allows the wire to withstand greater heat and contributes to more reliable electrical sparks.
The zinc-enriched brass wire that has been heat-diffused and annealed may withstand additional heat during cutting. Use a high-performance wire-to-wire EDM, a thick component, which should be a conductive material that wouldn’t receive much flushing water to the wire at the workpiece’s center. It resists breaking and heat and maintains uniformity through the cut.
The cutting speed is adjusted by modern EDM machines in response to the wire and cutting circumstances. Therefore, speed may be increased without making any other changes by adjusting the wire. For particular uses, there are more varieties of EDM wire available.
For instance, copper must not come into contact with implantable medical devices; hence molybdenum wire is utilized. Additionally, applications where the wire is under high stress, require break-resistant steel-core brass wire.
2. The Water

Image credit: mscdirect.com
Maintain the cleanliness and proper conductivity of the water for the wire EDM machine to operate at its peak efficiency. Some metal is released into the water as tiny particles during the EDM process, and some dissolves.
The water is treated twice as it circulates, first through a filter to remove debris and then through a deionizing resin to remove metal atoms from the solution.